
深孔钻在用户车间
我们在加工深孔钻时常遇到一些小问题,有的是.孔表面粗糙、有的是孔口呈喇叭形,有的是钻头折断,还有的是找不到钻头寿命低的原因,等等一些常见的
数控深孔钻问题,接下来我就告诉你经常遇到的深孔钻时孔表面粗糙的原因是什么?
孔表面粗糙
1、削速度过高或过低,进给量过大:采用合适的切削用量。
2、钻头不合适:更换刀具材料;变动导向块的位置、形状。
3、切屑粘结:降低切削速度;避免崩刃;换用极压性高的切削液,并改变过滤情况;提高切削液的压力、流量。
4、刀具几何形状不合适:改变切削刃几何角度与导向块的形状
以上就是我们分析的
卧式数控深孔钻加工孔表面粗糙的原因。
深孔钻加工工艺范围大、自动化水平好、质量稳定、节省工装、生产效率高的优点。使本机床具有较高的经济适用性,得到了用户的欢迎。想定制经济型高性价比数控深孔钻,欢迎致电咨询:13020637066(同微信号)
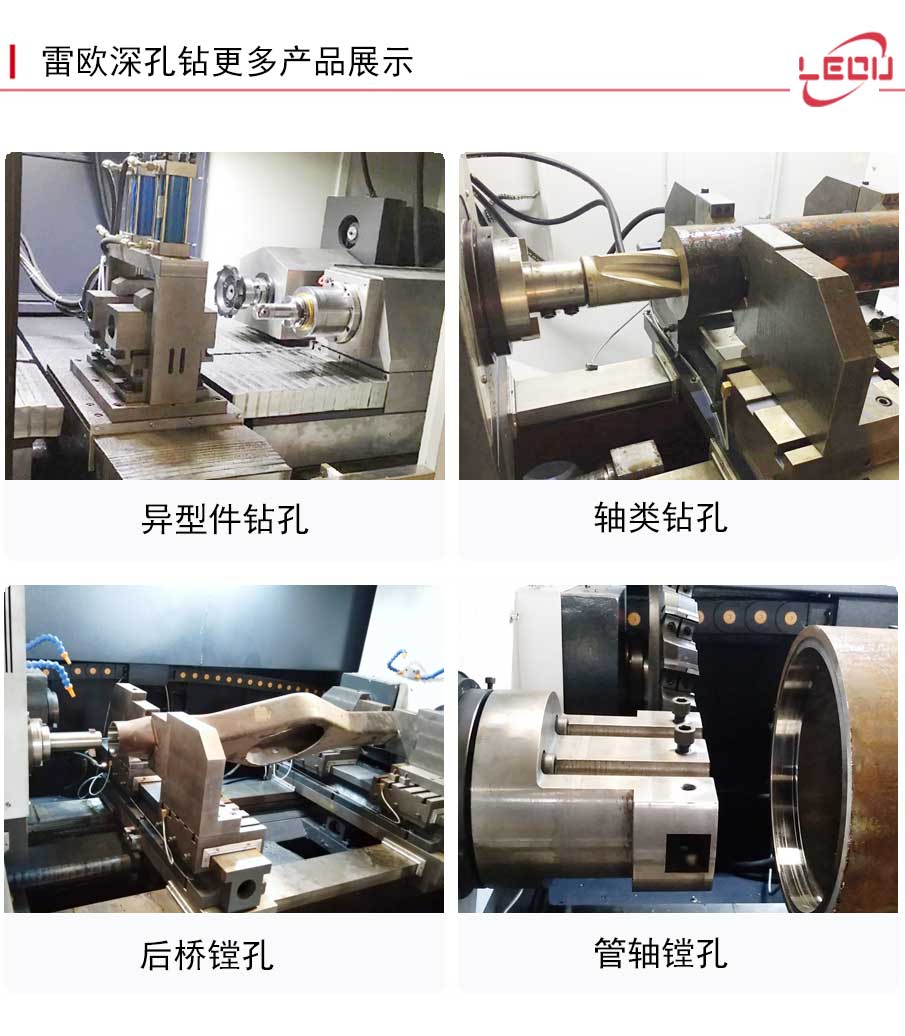
查看更多产品请点击下面图片链接:

 全国服务热线
全国服务热线





